



Pasowanie wału z bieżnią wewnętrzną lub otworu obudowy z bieżnią zewnętrzną powinno umożliwiać ruch w kierunku osi obrotu wału. Jeżeli jedno z tych pasowań jest ciasne, drugie musi być luźne. Każde pasowanie zbyt ciasne lub zbyt luźne może prowadzić do przedwczesnej awarii łożyska i kosztownego przestoju. Jak zatem zapewnić poprawność pasowania?
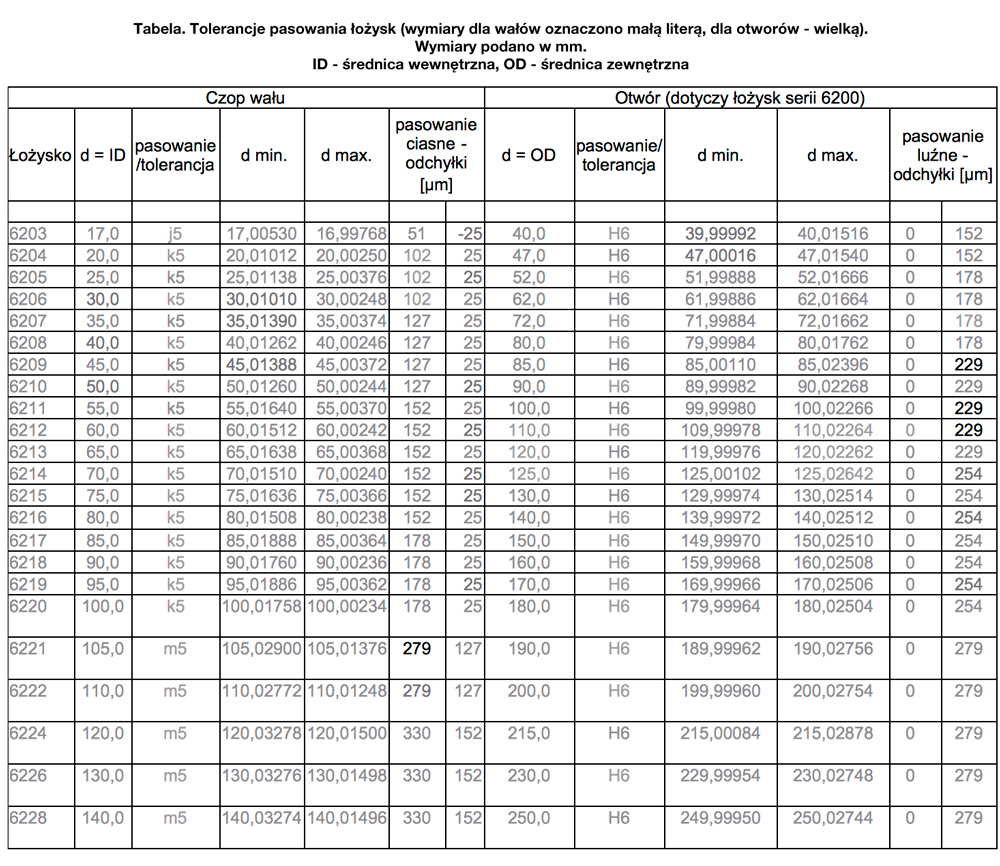
Pasowanie ciasne (przenikanie) jest zalecane w przypadku pasowania bieżni wewnętrznej łożyska z wałem silnika. Standardowe pasowanie dla łożyska tocznego zawiera się w przedziale tolerancji od j5 do m5. Standardowe pasowanie otworu w obudowie pod bieżnię zewnętrzną to H6 (rys.). Są to wartości standardowe i mogą być zróżnicowane dla konkretnych przypadków, w zależności od założeń konstruktora podyktowanych przeznaczeniem urządzenia.
Z danych przedstawionych na rysunku wynika również, że zakres tolerancji zwiększa się wraz ze wzrostem nominalnej średnicy łożyska, a połączenie bieżni wewnętrznej z wałem jest zawsze pasowaniem ciasnym (czop wału ma większą średnicę od wewnętrznej średnicy bieżni), podczas gdy pasowanie bieżni zewnętrznej jest zawsze pasowaniem mieszanym (średnica otworu w obudowie zbliżona do średnicy zewnętrznej bieżni) lub luźnym (średnica otworu większa niż zewnętrzna średnica bieżni).
Precyzyjny pomiar
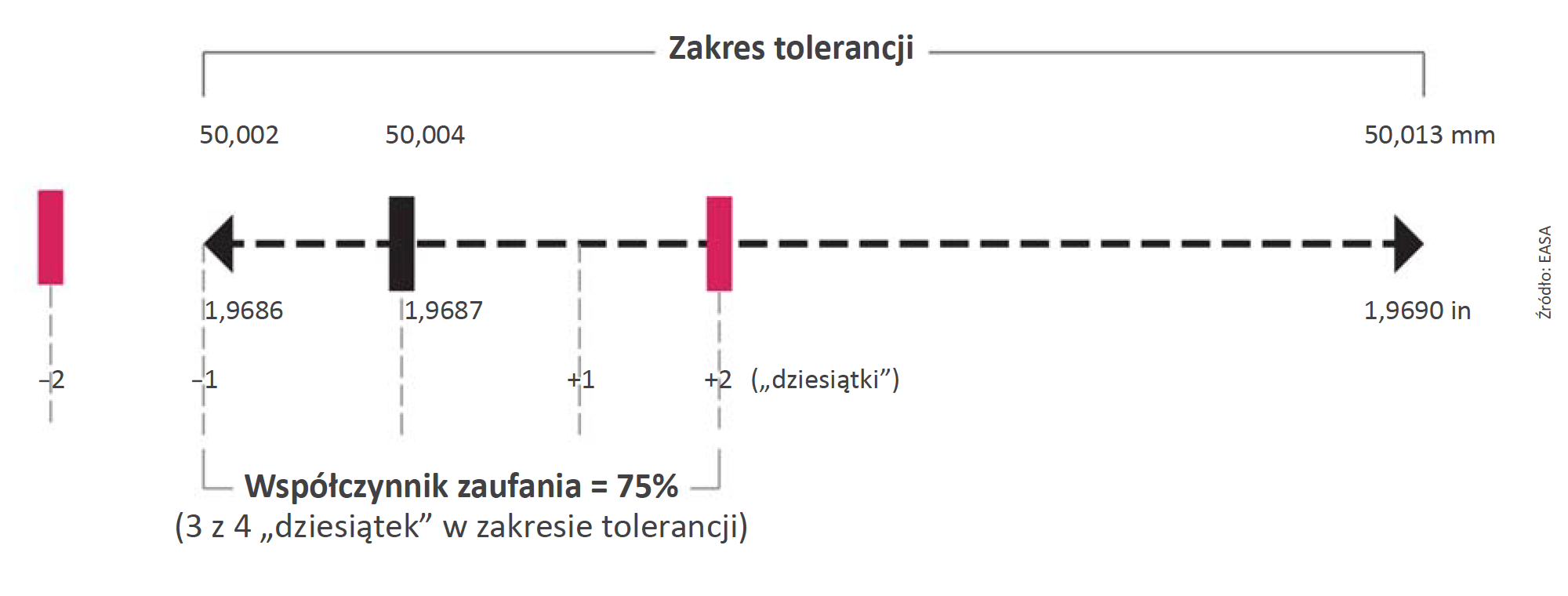
To, czy pasowanie jest ciasne, czy luźne zależy od wartości rzędu 0,0001 cala, co stanowi równowartość 2,54 mikrometra. Wartość tę (w krajach stosujących jednostki angielskie – przyp. tłumacza) nazywa się „dziesiątką” – od jednej dziesiątej części mikrocala. Ten poziom precyzji wymaga niezwykłej uwagi przy pomiarach. Najnowsze badania przeprowadzone w 9 firmach z udziałem 16 specjalistów mechaników pokazują, że doświadczony specjalista wyposażony w skalibrowany oraz właściwie eksploatowany mikromierz nie powinien mieć żadnego problemu z pomiarem czopa z dokładnością do ±5 lub 7 µm.
To samo badanie pokazało, że mierząc certyfikowany sprawdzian o znanych wymiarach, aż 25% wskazań przyrządów pomiarowych zawierało błąd wynoszący 25–50 µm. W większości wypadków była to wina nieprzestrzegania interwałów między kalibracjami i niewłaściwego stosowania standardów utrzymania narzędzia.
Uwaga: typowy interwał pomiędzy kalibracjami wynosi 1 rok. Należy określić, jakie działania są właściwe dla zakładu/firmy. Powinny również istnieć pisemne zasady dotyczące procedur kalibracyjnych. Najlepsi specjaliści zwykli porównywać każde narzędzie do standardowego sprawdzianu za każdym razem, gdy sięgają po nowe narzędzie. Dobrą praktyką jest sprawdzanie przyrządu pomiarowego przynajmniej raz w ciągu dnia, w którym jest on używany. Inną kwestią jest użycie właściwej techniki pomiarowej. Metoda ta weryfikuje zarówno umiejętności użytkownika, jak i stosowany przyrząd.
Czopy
Tabela przedstawia, jak ważne jest wykonanie dokładnego pomiaru czopa wału współpracującego z łożyskiem typu 6210, dla którego akceptowalny zakres średnicy to 1,9686–1,9690 cala (50,002–50,013 mm). Na przykład, jeżeli zmierzona przez mechanika wartość wyniesie 1,9687 cala (50,004 mm), wówczas wynik ten mieści się w dopuszczalnym zakresie. Jeśli jednak jest on w stanie zmierzyć wymiar jedynie z dokładnością do ±5 µm, wówczas współczynnik zaufania, mówiący o tym, czy wymiar znajduje się w danej tolerancji, spada do 75%, ponieważ tylko 3 z 4 „dziesiątek” znajdują się w zakresie tolerancji – np. wszystko od –1 „dziesiątki” do +2 „dziesiątek” będzie w tolerancji, ale już od –1 do –2 „dziesiątki” nie będzie. Przykładowo: wskazanie 1,9687 pomniejszone o 0,0002 cala, wynikające z dokładności pomiaru, oznacza, że zmierzony wymiar znajduje się poza tolerancją.
Czop spasowany z łożyskiem zbyt ciasno będzie powodował wstępne napięcie łożyska (zmniejszenie jego wewnętrznych luzów), co spowoduje wzrost tarcia oraz wzrost temperatury, a w konsekwencji szybsze zużycie łożyska. Ważne jest też, by nie przekroczyć dopuszczalnej tolerancji w drugim kierunku. Jeżeli pasowanie jest zbyt luźne, spowoduje to z kolei powstanie mikroruchów łożyska przemieszczającego się względem wałka. Opisane zjawisko wynika zazwyczaj z połączenia pasowania luźnego i podwyższonego tarcia w łożysku.
Zwiększone tarcie wewnętrzne łożyska może mieć kilka przyczyn, w tym niedostateczne smarowanie lub zużyty środek smarny, uszkodzona powierzchnia bieżni lub zbyt wysokie napięcie wstępne łożyska. Jeżeli zaistnieje ten typ uszkodzenia, łożysko zacznie się obracać względem czopa, nawet jeżeli początkowe pasowanie znajdowało się w granicy dopuszczalnej tolerancji.
Otwór w obudowie pod bieżnię zewnętrzną
Takie same zasady dotyczą otworów w obudowie. Jeżeli pasowanie jest zbyt ciasne, łożysko może zostać zniszczone przy próbie montażu „na siłę” (np. za pomocą dużego pobijaka). Jeżeli jest zbyt luźne, tarcie pomiędzy obudową a bieżnią może być zbyt niskie, co pozwoli bieżni na przemieszczenie, począwszy od mikroprzemieszczeń, aż po obrót bieżni względem obudowy. Możliwy jest również przypadek, że pasowanie będzie znajdować się w zakresie tolerancji w temperaturze otoczenia. Jednakże po osiągnięciu temperatury pracy materiał rozszerzy się, pozwalając na ruch zewnętrznej bieżni. Przypadek ten dotyczy szczególnie obudowy wykonanej ze stopów aluminium.
Skutek mikroprzemieszczeń
Mikroprzemieszczenia występują pod wpływem zmiennych obciążeń i występowania luzu umożliwiającego ruch. Mimo że mikroruchy ograniczone są przez zakres tolerancji pasowania, mogą wystąpić, jeżeli sprzyjają temu warunki spowodowane założeniami konstrukcyjnymi, z których wynika luźne pasowanie bieżni zewnętrznej z otworem w obudowie.
Obciążenie promieniowe zmniejsza ryzyko występowania mikroprzemieszczeń, a stała siła promieniowa o znacznej wartości może „dobić” bieżnię łożyska do jego obudowy. Jednakże im słabsze są siły działające na łożysko, tym większe jest prawdopodobieństwo wystąpienia mikroprzemieszczeń (np. idealnie osiowy i równo zamocowany układ teoretycznie nie będzie obciążony promieniowo).
Mikroprzemieszczenia powodują fretting (zużycie ciernokorozyjne) – mechaniczne zużycie powierzchni, widoczne jako niewielkie wżery korozji na powierzchni bieżni zewnętrznej lub wewnętrznej, obudowie albo wałku (fot.). Ponieważ powierzchnie utlenione są zwykle twardsze niż powierzchnie łożyska, fretting może przyspieszyć mechaniczne zużycie łożyska. W sprzyjających warunkach fretting może wystąpić przy obu rodzajach pasowań.
Podsumowanie
Pasowanie łożysk to kluczowy element niezawodności części wykonujących ruch obrotowy. Warunki, w jakich pracuje łożysko, włączając w to rodzaj obciążenia, metodę przekazywania napędu (połączenie skręcane lub pasek napędowy) oraz właściwy dobór łożyska, to czynniki, które należy wziąć pod uwagę przy ustalaniu prawidłowego pasowania.
Jednakże najważniejsze jest, aby mechanik używał właściwie skalibrowanych narzędzi i prawidłowych technik obsługi przyrządów pomiarowych, by mieć pewność, że pomiary wspomnianych niewielkich odchyłek są wykonane z odpowiednią dokładnością. Przyrząd pomiarowy powinien być nie tylko właściwie, zgodnie z harmonogramem kalibrowany, ale również regularnie sprawdzany z wykorzystaniem tzw. sprawdzianu – przynajmniej raz dziennie, gdy jest stosowany w pomiarach.
Jeżeli dokonano pomiarów, a fretting nadal występuje, można zastosować jeden z dostępnych na rynku produktów przeciwdziałających temu zjawisku. W tym celu należy skontaktować się ze swoim dostawcą łożysk.
Jim Bryan jest specjalistą ds. wsparcia technicznego w Electrical Aparatus Service Association (EASA).


