



 Koło zębate to jeden z najstarszych elementów maszyn w historii ludzkości. Koła zębate już od wielu tysiącleci były wykorzystywane do przenoszenia siły i ruchu – najpierw siły płynącej wody, później siły pary, a dziś różnorodnych źródeł energii.
Koło zębate to jeden z najstarszych elementów maszyn w historii ludzkości. Koła zębate już od wielu tysiącleci były wykorzystywane do przenoszenia siły i ruchu – najpierw siły płynącej wody, później siły pary, a dziś różnorodnych źródeł energii.
Zwłaszcza trudno dziś sobie wyobrazić nowoczesną komunikację bez kół zębatych. W układzie napędowym, w układzie kierowniczym, ale także w nowoczesnej awionice, np. regulacji ergonomicznego ustawienia fotela, elementy kół zębatych odgrywają kluczową rolę i znajdują zastosowanie w różnej postaci. I właśnie ta różnorodność formy i materiałów powoduje u wielu producentów pytanie, w jaki sposób realizować produkcję pod względem jej ekonomiczności i jakości. Inżynierowie z EMAG KOEPFER, podążając tym tropem skonstruowali i zaprezentowali frezarkę obwiedniową K 300, jako uniwersalne rozwiązanie do produkcji kół zębatych.
„Skonstruowaliśmy obrabiarkę, która jest rozwiązaniem w pełni uniwersalnym. Dzięki licznym wersjom wyposażenia i opcjom, frezarkę K 300 można wykorzystać w różnych obszarach produkcji kół zębatych”, wyjaśnia Jörg Lohmann, kierownik sprzedaży w KOEPFER, spółce należącej do EMAG Group.
Frezarka K 300 umożliwia obróbkę uzębienia dla szerokiego spektrum przedmiotów; od wałków zębatych z modułem 1 do koła zębatego walcowego z zębami śrubowymi o module 4. Równie szeroki jest zakres materiałów, które można obrabiać – od stali stopowej, przez aluminium, mosiądz i brąz, aż po tworzywa sztuczne – wszystko jest możliwe.
Jakość gwarantowana
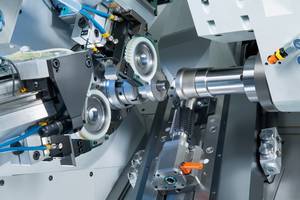
Cała konstrukcja K 300 konsekwentnie realizuje wymogi najwyższej jakości. Łoże obrabiarki z betonu polimerowego w połączeniu z „konstrukcją zamkniętej skrzyni”, w której wrzeciennik i konik połączone jarzmem w zamkniętej ramie, zapewniają maksymalną sztywność i tym samym najwyższą precyzję w procesie obróbki kół zębatych. Głowica frezerska nachylona po katem 45 stopni umożliwia optymalny odpływ wiórów i przez to umożliwia uzyskanie najwyższej jakości przedmiotu. Jednocześnie zapewniony jest dobry dostęp, ułatwiający montaż wyposażenia. Zasadniczo istnieje możliwość zastosowania różnych technologii obróbki kół zębatych, np. wysokowydajne frezowanie obwiedniowego na sucho i na mokro, frezowanie obwiedniowe frezem walcowym i frezowanie na twardo uzębień cylindrycznych oraz frezowanie obwiedniowe ślimacznic z posuwem wgłębnym i styczne. Ponadto można wytwarzać koła zębate stożkowe o uzębieniu prostym frezem kształtowym przez indeksowanie lub metodą Conikron, lub nawet uzębienia nieokrągłe. Bezpośrednie napędy istotnych osi chłodzone wodą zapewniają szybki proces obróbki i oferują najwyższą jakość, ponieważ został wyeliminowany luz mechanicznych elementów napędu. Dodatkowe zadania realizują NC osie narzędzi pomocniczych, np. do usuwania zadziorów, szczotkowania lub mocowania czujników w celu precyzyjnej orientacji uzębienia względem oznaczeń, otworów, innych zębów, krzywek lub innych cech. Zwieńczenie przemyślanej konstrukcji frezarki K 300 stanowi położenie szafy sterującej, umieszczonej za maszyną, jak również optymalny rozkład masy wrzeciona i konika. Obydwa elementy zapewniają doskonałą stabilność termiczną, a zatem stabilny proces także w produkcji dużych serii.
Szybkie rozpoczęcie produkcji
 Ergonomiczna konstrukcja obrabiarki zapewnia łatwy dostęp do jej wszystkich istotnych komponentów. Dzięki systemom szybkiego mocowania wrzeciona, konika i frezów, przezbrojenie frezarki na nowy przedmiot jest możliwe w niespełna 20 minut. Wszelkie ustawienia, od siły zamocowania konika do pozycji automatyzacji, są przez „Teach-in” zapisywane w programie NC. We frezarce K 300 jest do wykorzystania 15 osi sterowanych numerycznie, co zapewnia odpowiednio krótkie czasy przezbrojenia. Dopełnieniem systemu jest szybkie urządzenie załadowcze KOEPFER z chwytakiem szczypcowym, przystosowane do przedmiotów o maksymalnej masie 10 kilogramów. Dodatkowo dostępne są magazyny przedmiotów surowych i gotowych (np. magazyny grawitacyjne i łańcuchowe), magazyn w obiegu zamkniętym i systemy przechowywania przedmiotów obrabianych (np. regałowy taśmowy). Oferowane są również w pełni zautomatyzowane moduły robotów z systemami paletyzacji.
Ergonomiczna konstrukcja obrabiarki zapewnia łatwy dostęp do jej wszystkich istotnych komponentów. Dzięki systemom szybkiego mocowania wrzeciona, konika i frezów, przezbrojenie frezarki na nowy przedmiot jest możliwe w niespełna 20 minut. Wszelkie ustawienia, od siły zamocowania konika do pozycji automatyzacji, są przez „Teach-in” zapisywane w programie NC. We frezarce K 300 jest do wykorzystania 15 osi sterowanych numerycznie, co zapewnia odpowiednio krótkie czasy przezbrojenia. Dopełnieniem systemu jest szybkie urządzenie załadowcze KOEPFER z chwytakiem szczypcowym, przystosowane do przedmiotów o maksymalnej masie 10 kilogramów. Dodatkowo dostępne są magazyny przedmiotów surowych i gotowych (np. magazyny grawitacyjne i łańcuchowe), magazyn w obiegu zamkniętym i systemy przechowywania przedmiotów obrabianych (np. regałowy taśmowy). Oferowane są również w pełni zautomatyzowane moduły robotów z systemami paletyzacji.
Uniwersalne zastosowanie
Przy wyposażeniu obrabiarki do dyspozycji jest szerokie spektrum urządzeń dopasowanych do technologii. Dostępne są urządzenia odsysające do frezowania na sucho, do mgły olejowej, różne systemy gratowania, amortyzatory drgań do obróbki wałków, czujniki do automatycznej orientacji lub do wiórkowania (łuszczenia) i wiele innych. Te elastyczne możliwości zastosowania K 300 są jeszcze bardziej widoczne przy analizie aktualnego zastosowania. Obrabiarka z wykorzystaniem rozwiązań high-tech pokazuje swoją skuteczność oczywiście u poddostawców w przemyśle motoryzacyjnym, wspomnianych na wstępie, lecz zdecydowanie nie tylko, też dla: producentów kół zębatych, przekładni redukcyjnych, elementów hydraulicznych i dla producentów z przemysłu lotniczego. Obrabiarka jest zawsze indywidualnie dostosowywana do zastosowania – niezależnie czy produkowane są duże serie przekładni, czy małe serie kół zębatych z tworzyw sztucznych. Lohmann komentuje: „Możemy skonfigurować K 300 do prawie każdych wymagań klienta, niezależnie czy dotyczy to pojedynczej, ręcznie ładowanej obrabiarki, czy w pełni zautomatyzowanego systemu produkcyjnego.”
Zalety w skrócie
Precyzja: napędy bezpośrednie we wszystkich osiach istotnych dla procesu
Stabilność: konstrukcja zamkniętej ramy i termo symetryczna
Elastyczność: frezowanie obwiedniowe, wiórkowanie, łuszczenie, frezowanie na twardo, frezowanie wgłębne i styczne, frezowanie obwiedniowe kół stożkowych metodą częściową i Conikron, frezowanie obwiedniowe kół nieokrągłych, itd.
Obróbka zautomatyzowana: z portalową ładowarką oraz magazynami przedmiotów surowych i gotowych
Przyjazne przezbrojenie: przezbrojenie z jednego na drugi przedmiot obrabiany, często w czasie krótszym od 20 minut
Wielofunkcyjność: pomocnicze osie NC do gratowania, amortyzatora drgań lub do wspornika czujników, itd.

