



 Zmiana zabarwienia oleju powinna być ostrzeżeniem dla służb utrzymania ruchu.
Zmiana zabarwienia oleju powinna być ostrzeżeniem dla służb utrzymania ruchu.
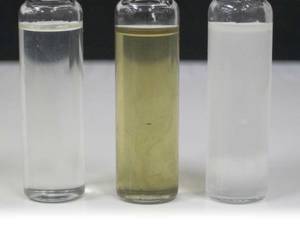
Utrzymywanie odpowiedniego poziomu jakości oleju jest podstawowym czynnikiem mającym wpływ na właściwe funkcjonowanie i długie życie łożyska. Zmiana zabarwienia oleju świadczy o jego degradacji lub powstaniu potencjalnie szkodliwego zanieczyszczenia.
Rozpoznajemy trzy podstawowe przyczyny zmiany zabarwienia oleju w łożyskach filmu olejowego: zanieczyszczenie cząstkami (wewnętrzne i zewnętrzne), zanieczyszczenie cieczą, a także utlenienie. Zmiana zabarwienia często jest kombinacją wszystkich trzech.
Cząstki zewnętrzne i wewnętrzne
Zanieczyszczenie cząstkami zewnętrznymi odnosi się do cząstek, które są wchłonięte z najbliższego otoczenia. W łożysku filmu olejowego występuje luz promieniowy między panewką łożyskową a wałem, dzięki któremu wał może się poruszać. Z kolei osiowe ruchy wału spowodowane są obciążeniem wzdłużnym, a także rozszerzeniem/kurczeniem się wału.
I właśnie to ruch wału sprawia, że uzyskanie pełnego uszczelnienia łożyska staje się nie lada wyzwaniem. Bez zastosowania specjalnych uszczelnień małe cząstki w niezliczonych formach (pył wapienny, węglowy, piasek/silikon, sadza, wióry itd.) mogą przeniknąć do łożyska i zmienić barwę oleju na ciemniejszy.
Podczas wykonywania czynności konserwacyjnych lub instalacyjnych (gdy obudowa łożyska jest otwarta), łożysko narażone jest na zanieczyszczenie cząstkami. Z tego powodu zalecane jest, aby po otwarciu dokładnie wyczyścić i przepłukać łożysko za pomocą czystego oleju.
Poza zanieczyszczeniami cząstkami pochodzącymi z zewnętrznych źródeł występują również zanieczyszczenia z wnętrza łożyska. Na początku zawsze pojawiają się cząstki zużycia, powstające przy każdym uruchomieniu i zatrzymaniu pracy łożyska hydrodynamicznego. Cząstki zużycia powstają, gdy wał obraca się z prędkością mniejszą od minimalnej prędkości, zapewniającej powstanie pełnego filmu olejowego. Bez pełnego filmu olejowego wał ociera się o biały metal (babbit) w panewce łożyskowej. Ten powszechnie występujący proces nazywany jest smarowaniem półsuchym.
Metal łożyskowy (babbit) jest miękkim stopem metali, zaprojektowanym w celu ochrony wału, z którego tworzą się cząstki zużycia – głównie w formie cyny, ołowiu i antymonu. Na babbicie osadzają się zanieczyszczenia, co chroni wał. Ten proces ma jednak swoje ograniczenia. Jeśli cząstki są zbyt duże, nie osadzą się w metalu łożyskowym i mogą rysować wał.
 Małe cząstki osadzone w babbicie w dużej ilości również mogą prowadzić do rysowania wału. Cząstki zużycia wału (żelazo, chrom itd.) w następnej kolejności będą zanieczyszczać olej i przyspieszać proces zużycia. Zarówno wewnętrzne, jak i zewnętrzne cząstki zużycia generalnie powodują zmianę koloru oleju na ciemniejszy.
Małe cząstki osadzone w babbicie w dużej ilości również mogą prowadzić do rysowania wału. Cząstki zużycia wału (żelazo, chrom itd.) w następnej kolejności będą zanieczyszczać olej i przyspieszać proces zużycia. Zarówno wewnętrzne, jak i zewnętrzne cząstki zużycia generalnie powodują zmianę koloru oleju na ciemniejszy.
Wykończenie powierzchni wału odgrywa kluczową rolę w kontrolowaniu wielkości zużycia powstającego podczas procesu uruchamiania i zatrzymywania. Niewielkie rysy, wżery lub ostre krawędzie na wale powinny być wygładzone. W większości zastosowań powierzchnie wałów powinny mieć grubość nie mniejszą niż 0,81 mikrometra.
Cząstki żelaza mogą być generowane w obszarze styku między obudową łożyska a wkładem. W tych obszarach może wystąpić niewielkie zużycie spowodowane dopasowywaniem się powierzchni nowo zainstalowanej obudowy lub wkładu.
Jeżeli wkład nie jest odpowiednio zaciśnięty w obudowie lub w systemie powstają wibracje, powierzchnie kontaktowe mogą się nienaturalnie szybko zużywać lub ścierać, a przy tym tworzyć nowe cząstki żelaza. Oględziny miejsc potencjalnie narażonych na tego typu zużycie powinny być przeprowadzone podczas rutynowego procesu konserwacyjnego, aby wykluczyć źródło zanieczyszczenia.
Pierścienie olejowe i uszczelki są kolejnym źródłem generowania wewnętrznego zużycia. Pierścienie olejowe – zwykle wykonane z brązu – spoczywają swobodnie na wale. Z tego powodu podczas tarcia o rowek znajdujący się na wale pierścienie mogą wytwarzać cząstki miedzi i ołowiu. Niemniej jednak pierścienie olejowe podczas pracy są stale pokryte olejem i nie powinny być przyczyną powstawania znacznego zużycia. Uszczelnienia wału można podzielić na wiele różnych konfiguracji i materiałów, wliczając w to aluminium i elastomer nitrylowy. Poprawnie zaprojektowane uszczelnienie wału (odpowiednio zainstalowane i konserwowane) nie powinno generować znaczących ilości cząstek zużycia.
Ostatnim źródłem wewnętrznego zanieczyszczenia cząstkami jest nowy olej. Badania wykazały, że nowy olej może zawierać dużą ilość i szeroki wachlarz zanieczyszczeń, takich jak cząstki metaliczne, a także szczątki organiczne. Dobrą praktyką jest filtracja oleju za pomocą przynajmniej 10-mikrometrowego filtra przed zalaniem łożyska. W przypadku stosowania systemu cyrkulacji oleju zaleca się filtrowanie nowego oleju za pomocą filtru drobniejszego od tego, wykorzystanego w systemie cyrkulacji oleju.
Ciecze
Zanieczyszczenia cieczą to po prostu zanieczyszczenia w stanie płynnym. Najczęściej występującym zanieczyszczeniem płynnym w łożyskach filmu olejowego jest woda. Woda lub para wodna, tak jak zanieczyszczenia zewnętrzne, poprzez luzy wokół uszczelek wału mogą przenikać do łożyska, a następnie do oleju. Obecność wody w oleju można rozpoznać po mętnym wyglądzie.
Do szkodliwych efektów działania wody w łożyskach zaliczamy: rdzę/korozję, przyspieszenie procesu utleniania oleju, wyczerpywanie dodatków olejowych i rozcieńczenie oleju, które obniża klasę lepkości. Zbyt duża ilość wody może zdegradować właściwości oleju do punktu, w którym film olejowy nie będzie w ogóle powstawał. Biorąc pod uwagę te fakty, zaleca się, aby zawartość wody w oleju utrzymywała się na poziomie mniejszym niż 500 ppm (maksymalna wartość to 1000 ppm).
Zanieczyszczenia oleju cieczą mogą powodować również środki czyszczące, smary, chemia montażowa, smary montażowe, substancje wspomagające proces i detergenty. Wywołują one znaczne zmiany w kolorze oleju, a także w jego składzie chemicznym. Należy zadbać o to, aby te zanieczyszczenia nie przedostały się do wnętrza łożyska. Dodatkowo należy zwrócić szczególną uwagę na to, czy oleje nie są zmieszane w trakcie montażu lub rutynowej kontroli/dolewania oleju.
Olej stosowany do smarowania (podczas pracy) powinien być również wykorzystany do czyszczenia i montażu. Podstawowa wiedza na temat prawidłowego koloru oleju jest bardzo istotnym krokiem, który ma na celu zapobieganie i identyfikowanie tego typu zanieczyszczeń.
Utlenianie
Utlenianie oleju to jedno z ostatnich źródeł zmiany zabarwienia oleju. To proces chemicznej degradacji oleju wystawionego na działanie powietrza, który występuje w sposób naturalny i w określonym przedziale czasu. Do produktów ubocznych powodujących przyciemnienie i zagęszczenie oleju zaliczamy: osady, lakier i kwasy. Wysoka temperatura (powyżej 71°C dla olejów mineralnych) przyspiesza proces utleniania, tak samo jak inne zanieczyszczenia, do których zaliczamy wodę, żelazo i miedź. Obecnie na rynku są dostępne oleje syntetyczne, które mają lepszą odporność na utlenianie w porównaniu do konwencjonalnych olejów. Mogą być one stosowane w celu przedłużenia okresu wymiany oleju.
Analiza oleju
Obecnie dostępnych jest wiele rodzajów analiz olejowych. Najlepsze testy filmu olejowego łożyska przekazują informacje na temat lepkości oleju, zawartości wody, całkowitej liczby kwasowej (wskaźnik utlenienia), a także ilości cząstek na milion (ppm) dla każdego typu zanieczyszczenia. Ze względu na wymienione przyczyny niektóre małe cząstki (mniejsze niż 10 mikrometrów) można uznać za powstałe w toku normalnej eksploatacji. W związku z tym utrzymywanie trendu liczby cząstek na milion do oceny wydajności łożysk jest bardziej przydatne w porównaniu do samej liczby pojedynczych cząstek. Nagłe zwiększenie ilości cząstek podczas pracy stałej (kilka rozruchów i zatrzymań) wskazuje na zewnętrzne zanieczyszczenie lub nadmierne zużycie. Cząstki 10-mikrometrowe (lub większe) mają takie same znaczenie jak gęstość filmu olejowego i powinny być utrzymywane na minimalnym poziomie, aby zapobiec nadmiernemu zużyciu.
Zestaw do analizy oleju jest bardzo praktycznym narzędziem do oceny próbek oleju w terenie. Test oleju może być wykorzystany do przeprowadzania szybkich badań poziomu zanieczyszczeń bez oczekiwania na wyniki z laboratorium.
Dodatkowo monitoring temperatury pracy łożyska może wykryć zmiany we właściwościach oleju. Wysoki poziom zanieczyszczenia i degradacji powoduje wzrost tarcia i przerwanie filmu olejowego, co prowadzi do wzrostu temperatury pracy.
Typ oleju
Rekomendowanym olejem dla łożysk filmu olejowego jest przemysłowy olej mineralny lub turbinowy, klasy Premium, z inhibitorami rdzy i utleniania, a także ze środkami przeciwpieniącymi. Dodatki EP (Extreme Pressure) nie są zalecane. Lepkość oleju jest określana indywidualnie dla poszczególnych aplikacji, na podstawie luzu łożyska, rodzaju wkładu, temperatury i prędkości. W przypadku jednostek pracujących w gorącym lub zimnym klimacie można rozważyć zastosowanie olejów syntetycznych, które nie zgęstnieją tak szybko w niskiej temperaturze i będą miały lepszą odporność na utlenianie w wysokiej temperaturze.
Podsumowanie
Zmiana zabarwienia oleju w łożyskach filmu olejowego jest widzialnym wskaźnikiem zanieczyszczenia oleju lub jego degradacji. Zanieczyszczenie występuje w dwóch postaciach: cząstki i ciecze. Cząstki mogą pochodzić zarówno z otoczenia, jak i z wnętrza łożyska. Zanieczyszczenia cieczą mogą pochodzić z otoczenia, a także wynikać z przypadkowego dodania niekompatybilnych środków smarnych i detergentów do łożyska.
Degradacja oleju jest naturalnym procesem utleniania postępującym z czasem. Niezależnie od źródeł znaczna zmiana zabarwienia oleju powinna być uznawana za bardzo istotny wskaźnik. Z kolei niewielka zmiana zabarwienia niekoniecznie wskazuje problem. Dlatego to dostawca smaru ostatecznie decyduje o dopuszczeniu oleju do dalszego użytku.
Olej jest siłą napędową dla łożysk filmu olejowego, a utrzymywanie jego odpowiedniej jakości (poprzez regularną wymianę oleju i przeprowadzanie analiz) znacznie zwiększa czas życia i niezawodność łożysk.
Artykuł pod redakcją Michała Piłata
UR
Autor: Andrew Myers

