


Jeśli zapytamy kierownika utrzymania ruchu, jak często są u niego w zakładzie smarowane maszyny, z dużym prawdopodobieństwem uzyskamy odpowiedź, że zgodnie z książką. Taka książka jest opracowywana na podstawie instrukcji obsługi, otrzymywanych przy zakupie nowego sprzętu.
Smarowanie zgodnie z zaleceniami z książki – smarowanie zapobiegawcze – jest sposobem stosowanym od zarania rewolucji przemysłowej. Obecnie częstotliwość smarowania, bazująca jedynie na czasie, już nie wystarcza, ponieważ w rzeczywistości może być ona szkodliwa dla łożysk i innych ważnych części maszyn.
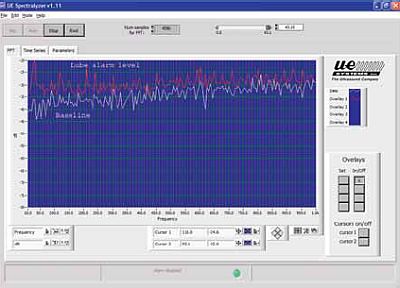 Fot. 1. Alarmująco niski poziom środka smarnego oznacza potrzebę smarowania. Punkt odniesienia wskazuje, kiedy smarowanie należy zakończyć
Fot. 1. Alarmująco niski poziom środka smarnego oznacza potrzebę smarowania. Punkt odniesienia wskazuje, kiedy smarowanie należy zakończyć
Nie wszystkie łożyska wymagają smarowania zgodnie z ustalonym harmonogramem, a nawet jeśli tak, to potrzebna ilość środka smarnego może być mniejsza niż zalecają instrukcje. Użycie nadmiernej ilości smaru może być groźniejsze od niedostatecznego smarowania, jest to jeden z najczęściej spotykanych powodów uszkodzenia łożysk.
Wiele firm zaczęło stosować system smarowania bazujący na ocenie stanu smarowanego zespołu. W systemie tym wykorzystuje się ultradźwiękowe monitorowanie maszyn, pozwalające dokładnie określić, które z łożysk wymaga smarowania i kiedy.
Korzystanie z detektorów ultradźwiękowych pozwala na opracowanie programu, który na podstawie ustalonego stanu smarowanego węzła poinformuje pracownika, ile środka smarnego użyć. Proste wprowadzenie danych o stanie łożyska pozwoli określić częstotliwość smarowania i ilość środka smarnego oraz czy smarowanie przy danej kontroli jest rzeczywiście potrzebne. Informację taką można uzyskać z łatwych do wykrycia fal dźwiękowych wysokiej częstotliwości, które są przetwarzane przez urządzenia ultradźwiękowe (fot.1).
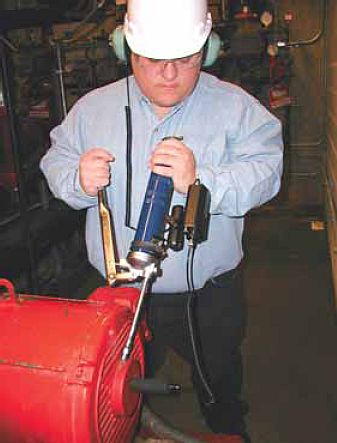 Fot. 2. Podczas dozowania środka smarnego przez operatora pojawia się wzrokowy i dźwiękowy sygnał, kiedy należy zakończyć dozowanieDźwięki o wysokiej częstotliwości
Fot. 2. Podczas dozowania środka smarnego przez operatora pojawia się wzrokowy i dźwiękowy sygnał, kiedy należy zakończyć dozowanieDźwięki o wysokiej częstotliwości
Technika ultradźwiękowa bazuje na rejestracji dźwięków o wysokiej częstotliwości. Większość przyrządów ultradźwiękowych stosowanych do monitorowania maszyn ma zakres czułości od 20 kHz do 100 kHz. Przekracza to zakres ludzkiej słyszalności, która wynosi ok. 16,5 kHz. Mechanizm przenoszenia się dźwięków o niskiej częstotliwości i dźwięków o wysokiej częstotliwości pozwala zrozumieć, dlaczego ta technika może być przydatna do monitorowania łożysk i programów smarowania.
To długość fali decyduje o tym, że ultradźwięki nadają się idealnie do monitorowania stanu maszyny. Dźwięki o niskiej częstotliwości zachowują wysoką intensywność natężenia i docierają dalej niż dźwięki o wysokiej częstotliwości. Dlatego emisje o wysokiej częstotliwości są łatwe do zlokalizowania.
Gdy dźwięki o wysokiej częstotliwości oddalają się od źródła ich powstania, ich intensywność spada gwałtownie, pozwala to układom kontrolnym na lokalizację źródła dźwięku.
Przetworniki ultradźwiękowe
W technice smarowania bazującej na stanie smarowanego węzła, do elektronicznych czujników i przetworników normalnie niesłyszalnych dźwięków wysokiej częstotliwości na dźwięki słyszalne dla człowieka (proces heterodynowy), są stosowane złożone zespoły przetworników ultradźwiękowych.
Proces heterodynowy polega na dokładnym przetworzeniu ultradźwięków powstających w maszynie i przyrządzie, co pozwala na łatwe odróżnienie jednego komponentu dźwiękowego od drugiego.
Większość przetworników ultradźwiękowych jest wyposażonych w sygnały dźwiękowe i pojedynczy wskaźnik natężenia dźwięku, na którym można zobaczyć wzrost intensywności lub liczbę decybeli.
Odczytując te łatwo identyfikowalne sygnały dźwiękowe przy zastosowaniu nieinwazyjnych detektorów, służba techniczna może łatwo znaleźć źródła tarcia i naprężeń, nawet podczas pracy maszyn.
Jeśli na powierzchniach ruchomych części znajduje się film smarowy, naprężenia są niewielkie. W przypadku zmniejszenia grubości filmu smarowego, w momencie powstania znacznych naprężeń, niedoskonałości odkrytych powierzchni, chociaż mikroskopowe, uwalniają energię akustyczną, która wskazuje na stan sprzed awarii. Pomijając proces typowego zużywania podczas eksploatacji, czas eksploatacji łożyska jest w dużym stopniu zależny od względnej grubości filmu smarowego, charakterystycznego dla danego środka smarnego.
Smarowanie nadmierne
Stosując metodę ultradźwiękową, można również stwierdzić, czy zespół jest w stanie smarowania nadmiernego (zbyt duża ilość smaru). Gdy zbyt duża ilość środka smarnego jest załadowana do łożyska, następuje w nim wzrost ciśnienia, co może doprowadzić do ścinania środka smarnego. Duża ilość środka smarnego utrudnia ruch elementów tocznych, łożysko zaczyna się grzać i traci swoje tolerancje wymiarowe.
Jest to powodem naprężeń i deformacji łożyska, może to również doprowadzić do zniszczenia uszczelnienia łożyska, przez co smar wydostanie się na zewnątrz do miejsc niepożądanych, takich jak uzwojenia silnika, lub do bieżni łożyska przedostaną się zanieczyszczenia. Każde z tych zdarzeń może prowadzić do niesprawności łożyska.
Poprzez prosty monitoring zmian powodowanych przez tarcie, metoda ultradźwiękowa może zapobiegać tym niesprawnościom. Pracujące łożysko toczne wytwarza specyficzny, rozróżnialny dźwięk, podobny do dźwięku uciekającego powietrza. Ten typowy, czyli bezpieczny dźwięk jest nazywany białym szumem. Przetwornik ultra- dźwiękowy identyfikuje te sygnały jako nieznacznie lub nieinterferujące z innymi mechanicznymi szumami generowanymi przez inne elementy, takie jak wał lub sąsiednie łożysko.
W miarę jak jakość smarowania łożyska pogarsza się lub zanika, narasta w nim proces tarcia. Powoduje to odpowiedni wzrost poziomu amplitudy ultradźwięków, który można odczytać i usłyszeć. Wiedząc, kiedy smarować, a kiedy nie, można unikać nadmiernego smarowania. Osiąga się to poprzez ustalenie punktu odniesienia, a następnie monitorowanie sprzętu według harmonogramu, celem tego monitorowania jest określenie, czy środek smarny jest potrzebny, a jeśli tak, to dokładnie ile.
Punkt odniesienia dla łożyska odzwierciedla w decybelach poziom, przy którym pracuje ono w typowych warunkach eksploatacyjnych, bez żadnych widocznych defektów wynikających z niewłaściwego smarowania.
Ustalanie punktu odniesienia
W pierwszej metodzie wykorzystuje się porównanie identycznych łożysk, mierzy się głośność (decybele) i jakość dźwięku. Różnica poniżej 8 dB zwykle oznacza, że nie ma znacznych różnic w tarciu; następnie taki punkt odniesienia w dB jest ustalany dla każdego łożyska. Wykonuje się to zwykle przy użyciu przenośnego detektora ultradźwiękowego.
Druga metoda ustalania punktu odniesienia wykorzystuje proces dozowania środka smarnego. Pracownik nasłuchuje moment wystąpienia spadku poziomu szumu łożyska, następnie zaprzestaje dozowania środka smarnego, a wartość w dB, odpowiadająca temu momentowi, jest stosowana jako punkt odniesienia (fot. 2). W
trzeciej metodzie wykorzystuje się poziomy szumów w dB z pierwszej kontroli (po uruchomieniu maszyny). Celem zweryfikowania odczytów kontrolę powtarza się po 30 dniach. Jeśli nie ma zmiany lub jest niewielka, poniżej 8 dB, punkt odniesienia jest ustalony i jest on wykorzystywany do kolejnych kontroli. Jeśli szumy przekraczają 8 dB, ale nie są wyższe niż 10 dB ponad punkt odniesienia, bez żadnych zmian w jakości dźwięku, oznacza to, że wymagane jest dodatkowe smarowanie.
Zapobieganie nadmiernemu smarowaniu
Podczas dozowania środka smarnego należy monitorować łożysko metodą ultradźwiękową. Środek smarny należy dozować wolno, tak aby mógł on równomiernie rozpłynąć się w łożysku, do momentu osiągnięcia ustalonego w dB punktu odniesienia.
Obecnie można stosować oprogramowanie do gromadzenia danych zebranych podczas kontroli smarowania. Niektórzy producenci czujników ultradźwiękowych wbudowują oprogramowanie do przyrządów, co umożliwia obróbkę i gromadzenie przetworzonych danych z sygnału ultradźwiękowego.
Wykorzystując takie narzędzia, inspektorzy mogą tworzyć raporty odwzorowujące ogólne trendy oraz typować grupy łożysk, które mogą wymagać interwencji, co jest pomocne przy identyfikacji łożysk potrzebujących smarowania. Oprogramowanie wykorzystujące dane zebrane podczas eksploatacji maszyny umożliwia również opisanie każdej maszyny w aspekcie jej potrzeb smarowniczych i zagrożenia awarią.
Wiedza dotycząca smarowania wszystkich elementów każdej maszyny w danym zakładzie, oprócz wykorzystania tego nieocenionego narzędzia do zarządzania systemem smarowania, dodatkowo pozwala również na poczynienie oszczędności w zużyciu środków smarnych oraz w zakresie czasu potrzebnego na wykonanie prac związanych z utrzymaniem ruchu.
Artykuł pod redakcją Haliny Gawrońskiej
Autor: Alan S. Bandes, UE Systems, Inc.


